| |
| Control de Calidad de Lentes |
|
|
| |
| Generales |
Ambos el lente mineral (vidrio) y el lente de resina se conforman a las normas siguientes: ISO8980-1-2004, ISO8980-2-2004, ISO8980-3-2013, ISO8980-4-
2006, ISO8980-5-2005, ISO10322-1-2006, ISO10322-2-2006, ISO13666-2012, ISO14889-2013, ISO/TR 28980-2007, GB10810-1-2005, GB10810-2-2006,
GB10810-3-2006, GB10810-4- 2012, GB10810-5-2012, GB27995-1-2011, GB27995-2-2011, QB2682-2005, QB/T2702-2005. Lentes de resina se conforman
también a la norma QB2506-2001. El sistema del control de calidad de Y&S es certificado por ISO9001 (2008). Y&S ofrece la garantía limitada de un año. |
| |
| Deficiencias del Material y Superficie |
| Cada lente es dividido a 3 zonas como se ve en el cuadro maestro de Carl Zeiss. |
| Diámetro del Lente |
Zona A |
Zona B |
Zona C |
| 55mm |
30.0mm |
9.5mm |
3.0mm |
| 60mm |
30.0mm |
12.0mm |
3.0mm |
| 65mm |
35.0mm |
12.0mm |
3.0mm |
| 70mm |
40.0mm |
12.0mm |
3.0mm |
| 72mm |
45.0mm |
10.5mm |
3.0mm |
|
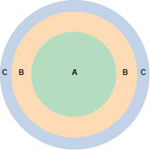 |
Cuadro Maestro
de
Carl Zeiss |
|
 |
| Inspección Cosmética |
|
| Las inspecciones cosméticas son realizadas por los inspectores profesionales
basadas en el Cuadro Maestro de Carl Zeiss. La tabla siguiente es solamente una
recomendación a los inspectores como la inspección cosmética es totalmente subjetiva.
Los lentes son del grado primeros, a menos que lo indica especialmente. |
|
| |
| |
|
Lente de Primera Calidad |
Lente de Segunda Calidad |
| Rasguño |
Zona A |
Si ancho ≤ 0.1mm, longitud ≤ 2.0mm, 1 aceptable. |
Si ancho ≤ 0.3mm, longitud ≤ 5.0mm, 2 aceptables,
pero no centralizados. |
| Zona B |
Si ancho ≤ 0.1mm, longitud ≤ 2.0mm, 1 aceptable. |
Si ancho ≤ 0.3mm, longitud ≤ 7.0mm, 3 aceptables,
pero no centralizados. |
| Zona C |
Si ancho ≤ 0.2mm, longitud ≤ 5.0mm, 2 aceptables,
pero no centralizados. |
Si ancho ≤ 0.3mm, longitud ≤ 10.0mm, 3 aceptables,
pero no centralizados. |
| Puntos |
Zona A |
No aceptable. |
Si diámetro ≤ 0.2mm, 2 aceptables, pero no
centralizados. |
| Zona B |
Si diámetro ≤ 0.2mm, 1 aceptable. |
Si diámetro ≤ 0.3mm, 3 aceptables, pero no
centralizados. |
| Zona C |
Si diámetro ≤ 0.2mm, 2 aceptables, pero no
centralizados. |
Si diámetro ≤ 0.5mm, 3 aceptables, pero no
centralizados. |
| Burbujas |
Zona A |
No aceptable. |
No aceptable. |
| Zona B |
No aceptable. |
Si diámetro ≤ 0.5mm, 1 aceptable. |
| Zona C |
Si diámetro ≤ 0.5mm, 1 aceptable. |
Si diámetro ≤ 0.5mm, 1 aceptable. |
| Inclusiones |
Zona A |
No aceptable. |
No aceptable. |
| Zona B |
No aceptable. |
Si diámetro ≤ 0.5mm, 1 aceptable. |
| Zona C |
Si diámetro ≤ 0.2mm, 1 aceptable. |
Si diámetro ≤ 2.0mm, 1 aceptable. |
| Astillas |
Zona A |
No aceptable. |
No aceptable. |
| Zona B |
No aceptable. |
No aceptable. |
| Zona C |
Si ancho ≤ 0.5mm, longitud ≤ 2.0mm, 1 aceptable. |
Si ancho ≤ 1.0mm, longitud ≤ 3.0mm, 2 aceptables,
pero no centralizados |
|
| |
| Ensayo y Marcado del Poder |
El poder de cada lente es inspeccionado y imprimido en el sobre del lente con
el Sistema del ensayo y marcado del poder de Y&S. Para evitar los errores
personales, los poderes del lente son provados uno por uno con el lensmétro
computarizado, y los datos son convertidos a la computadora automáticamente,
el poder y las especificaciones son imprimidos en el sobre al mismo tiempo. |
 Ensayo y Marcado del Poder Ensayo y Marcado del Poder |
| |
| Ensayo de Caída de Bola |
| Ensayo de caída de bola es operado según la norma FDA 21CFR801.410. |
|
| |
 Cacheo Aleatorio Cacheo Aleatorio |
Control Aleatorio |
| El cacheo aleatorio es hecho según las normas ISO2859, ISO3951 y GB2828, los parámetros para
el muestreo son el nivel 2, AQL 4.0. |
| Tamaño del lote (Piezas) |
Tamaño de muestras (Piezas) |
Rechazo máximo (Piezas) |
| 90 - 150 |
| 151 - 280 |
| 281 - 500 |
| 501 - 1,200 |
| 1,201 - 3,200 |
| 3,201 - 10,000 |
| 10,001 - 35,000 |
|
|
|
|
|
|




